紫さんが投稿した溶接・アルミ・アルミ溶接・tig溶接・裏波に関するカスタム事例
2023年02月21日 09時50分

自分からフォローしませんがフォローされたらフォロバします。 帰宅後や休日に自宅DIYで趣味のtig溶接が出来るように和室に200v 30Aの電源通して和室でtig溶接してます。 【趣味用 自宅保有機材】 250A AC/DC tig溶接機(100/200V) 溶接ポジショナー 新ダイワバンドソー 卓上ボール盤 卓上グラインダー 日立グラインダー 京セラ(RYOBI)ベルトディスクサンダー パイプベンダー 15t油圧プレス レーザー彫刻機 直流安定化電源
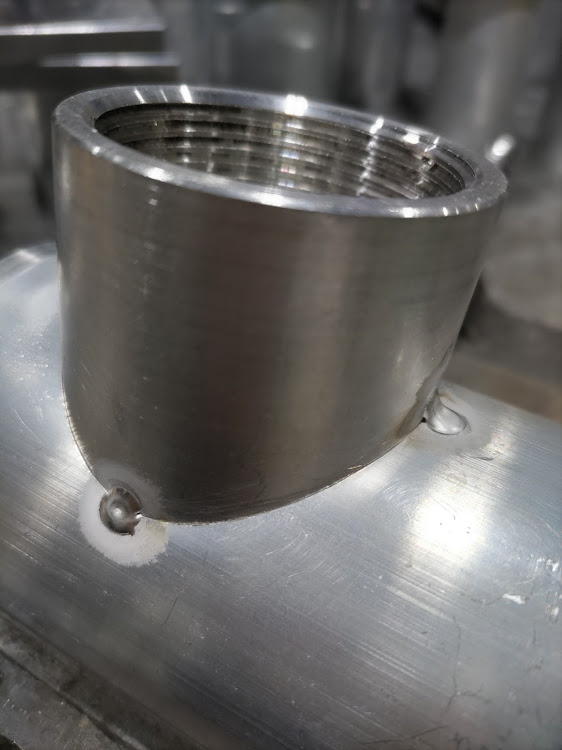
塗装屋Rさん向けアルミ
たまたまアルミの仕事が入ってきたので
母材の厚みはソケット5mm、パイプ3mm
ちなみにこのソケット径は55mmでパイプ径は70mmあります。
仮付けはこんな感じで、必ず棒入れてください、舐め付けしてみるとわかりますが付けた瞬間にクラック入って割れるので。
ボテッとではなく最低限の棒でちょんと。
と言ってもこの厚みでいきなり火をいれても画像の様に点付けは厳しいです、走るとこを炙ってから付けてます。
裏抜けは基本的に厳禁。
よく裏抜けが裏にも溶け込んで出てるから強度があると勘違いしがちですが正式には数ある溶接欠陥の部類の一つになります。
溶接欠陥での裏抜けと裏波溶接は全く別物で、溶接が下手で裏抜けてるのは部分的に裏抜けしてるだけだったり凸凹になってたり、抜けてるにも関わらず母材同士の継ぎ目消えてない状態や隙間が目視で分かる、本来は裏側にも表側と同様に継ぎ目が消えて溶接ビードをつくるのが裏波や裏波溶接です。

タングステン先っちょは母材から3〜5mm程浮かしてトーチはなるべく垂直付近近くまで立てて溶接してください、垂直90°から僅かに傾ける程度です。
アルマイト付いてたら擦って除去してください、脱脂もしましょう。
タングステンはステンをやる時みたいに尖らせなくていいです、交流溶接ではタングステンは摩耗しやすいので最初から尖ってないほうがいいです、研いだ後に先っぽを0.5mm程落とすくらいで丁度いいです。
最初のスタートは母材が2mm程に一瞬プールになってから棒を入れてスタート、フライングすると玉になって乗ってるだけになるので面倒になります、我慢です。
プールに棒入れてからトーチを進ませても溶けない場合は10Aづつ上げて行きましょう、逆にプールに棒を入れたらプールが広がった場合は10Aづつ下げましょう。
これはアセチレンで炙ってから点付けで100Aで溶接してます。
炙り後に溶接はしやすいし冷めてからのクラックは入りにくくなります。
デメリットは熱くて触れない、トーチも腕も母材から浮かして溶接。
今週木曜は近くの後輩の会社に行ってアルミ溶接教えにいきます、近くだったら直に教えれるんですが、、、
とりあえずビビらずやらかしてみてください。。
投稿楽しみにしてます笑



前の投稿に挙げましたがビードだけ輝かすにはマスキングして、ピカールで軽く拭くだけ。

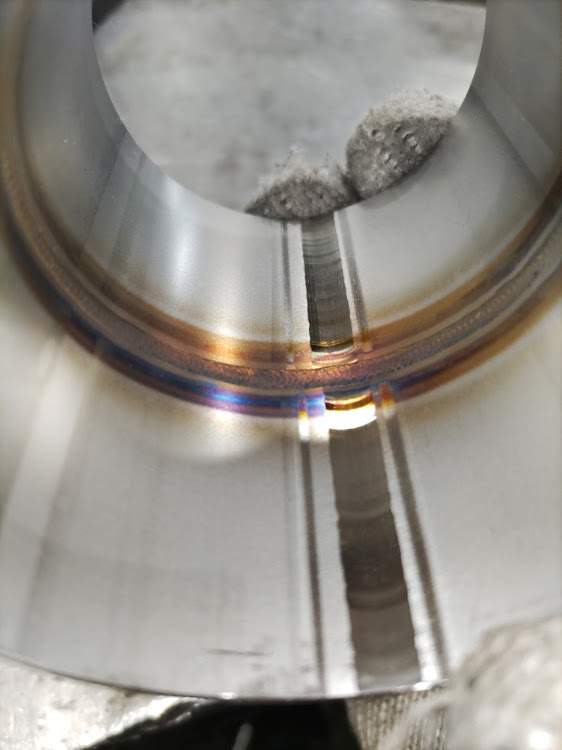
これはステンの1.5mmですが、パイプ内側に本来あるはずの継ぎ目を裏波で完全に消し、裏波ビードを均等にする事を「裏波溶接」や「裏波を出す」と言います。








