紫さんが投稿したtig溶接・溶接加工・アルミ溶接・溶接に関するカスタム事例
2022年09月15日 15時18分

自分からフォローしませんがフォローされたらフォロバします。 帰宅後や休日に自宅DIYで趣味のtig溶接が出来るように和室に200v 30Aの電源通して和室でtig溶接してます。 【趣味用 自宅保有機材】 250A AC/DC tig溶接機(100/200V) 溶接ポジショナー 新ダイワバンドソー 卓上ボール盤 卓上グラインダー 日立グラインダー 京セラ(RYOBI)ベルトディスクサンダー パイプベンダー 15t油圧プレス レーザー彫刻機 直流安定化電源

※最後に画像追加
交流以外でのトーチの向き
直流では握り方や走らせ方(ストリンガーかローリング)で変わる。
交流では45度を越えて80度付近まで立てる。
更に5mm程タングステンを母材から離して浮かしで溶接。
ビードの高さが他の金属と違い高くなり、母材が放熱性に優れるので熱の掛け具合や溶け込みが違うからだ。
交流でのトーチの向き
アルミやマグネシウムは交流で溶接
交流にはクリーニング効果(ビード縁が白くなる)があり表面の被膜をクリーニングしながら溶接するからである。
空気に触れただけでできるアルミニウム被膜は直流では破れない、交流でクリーニング→溶接→クリーニング→溶接な感じで溶接される。
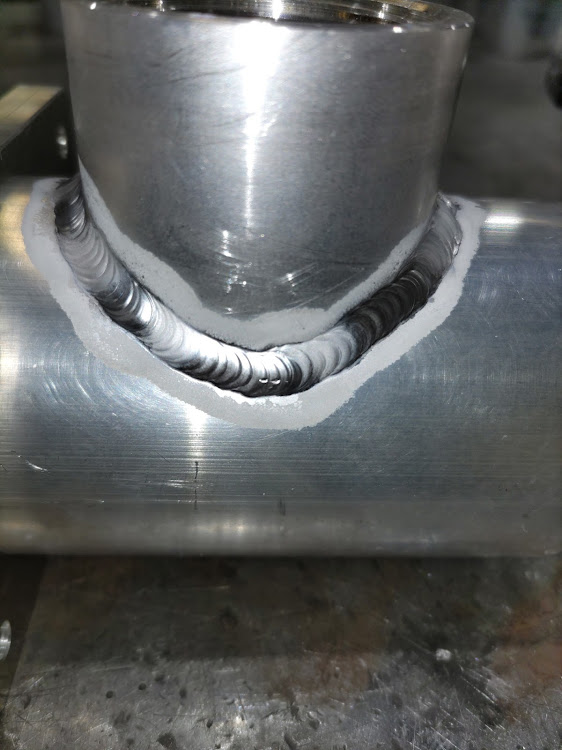
外身はやりやすいが。
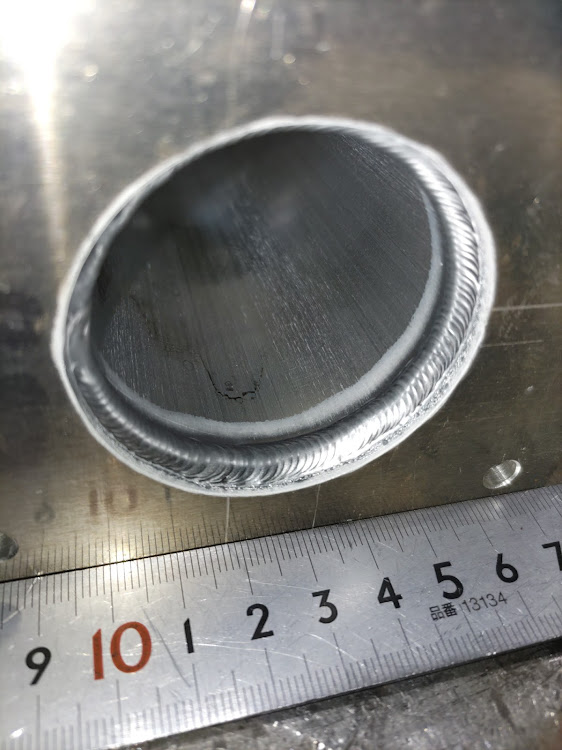
厚み10mmのフランジに3mm厚のパイプ入れて狭い内側を溶接となると面倒
アルミは基本的に棒入れが鉄則。

ステンレスを溶接した後の焼けを交流の熱を掛けない5A位で舐めるとこうやってクリーニングする。
白くなるからみっともないが、、、

磨き以外のアルミの見た目を良くするには軽く磨くのがいい、パイプも全て磨くならポリッシャーで根気よくやるしかないけど、そこまでしなくてもいいなら。
これは何もしてないビード

マスキングする

ピカールで軽く磨くと見た目が変わる。








