ランサーエボリューションのマフラー交換・マフラー加工・チタンマフラーに関するカスタム事例
2018年06月03日 20時27分


1mm厚チタニウム、メイン80φ、出口115φ
※触媒側の一部は、フランジを含めて76φ
CN・CP系のマフラーは、本来左出し(理由は…給油口が右だから)ですが、プロペラシャフトの右側に、フロントパイプや触媒があり、わざわざ遠回しにして、排気効率を悪くしている。
ならば…右出しへ変更して、排気管路を短くする事で、排気効率を上げてパワーを引き出しやすくさせ、かつサブタイコの無い効率重視で、しかも軽量化する事も目的として、検討した当時の製品の中で、最も理想的だったのが、東名パワード【EXPREME Ti】でした。
残念ながら…CP系のラインナップがありませんので、必然とCT9A(私のはⅦ・Ⅷ用)を選ぶ事になります。
中間の接続は、フランジ式では無いので、触媒側で自在にフランジの向きが変えられます。(ただし、接続箇所での抜け留め補助のスプリングは使用不可)
マフラー本体は、加工せずとも向きを考えながら収められますが、マフラーハンガーが使えないのと、タイコ部の支持ブラケットを短く切断加工が必要です。
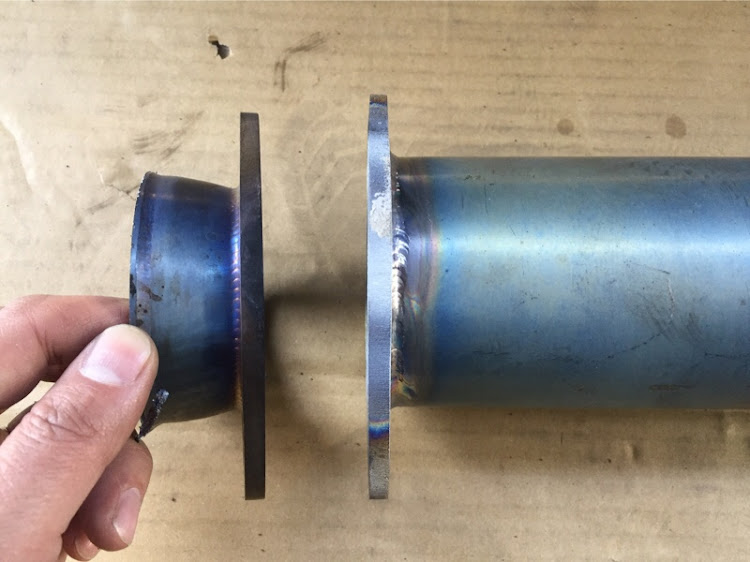
左:GT-studio製メタルキャタライザー
右:東名パワード製EXPREME Ti
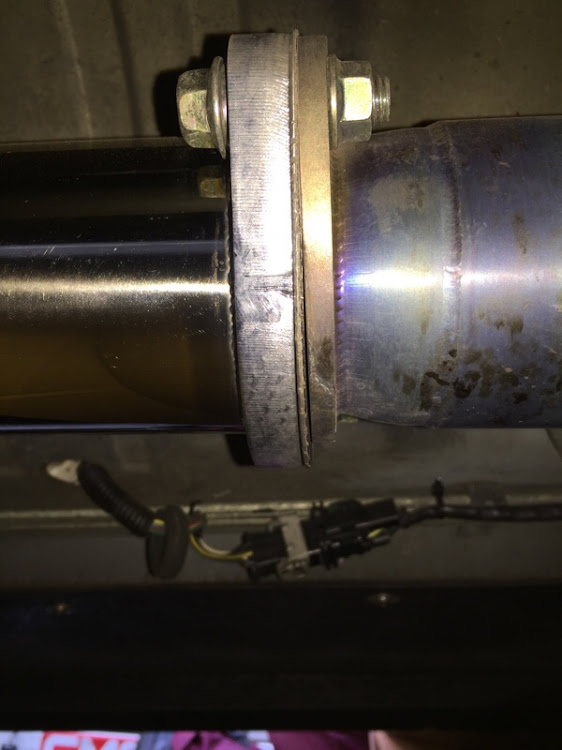
GT-studio製メタルキャタライザー導入の際、接続点がメタキャタが80φに対して、マフラー側が76φで、排気干渉が発生するため、マフラーのフランジを加工する事にしました。
この時、マフラー側のフランジが反って、排気漏れが発生しているのを見つけました。

内径80φのチタニウムフランジ。
これ1枚で、1万円します…
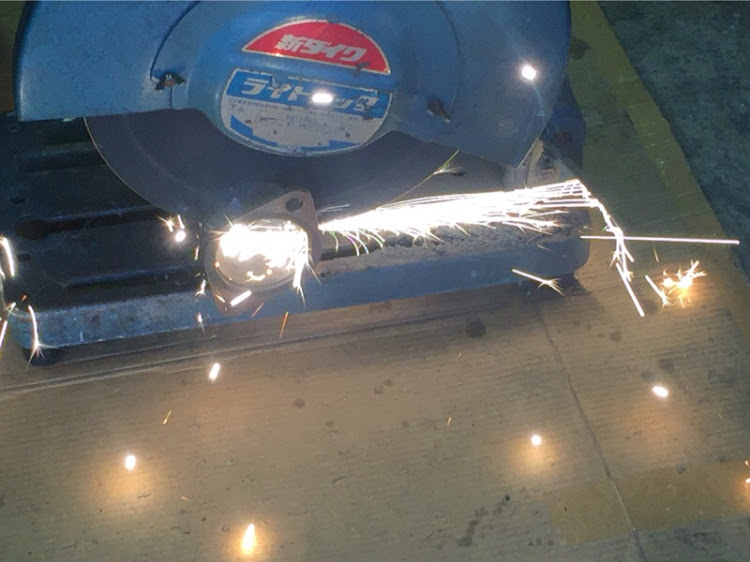
絞り部分をカットします。

カット後、綺麗にバリ取り処理します。

80φフランジを、チタニウム棒を使って溶接で接合します。
この時、冷却時の反り返りを計算しながら、接合する順番等に注意します。
加工後。
計算通りに、フランジが綺麗に面が出ました。

これで互いに80φ同士となって、排気干渉を解消しました。









